Ceramic Substrates & Components Ltd
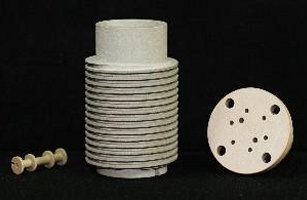
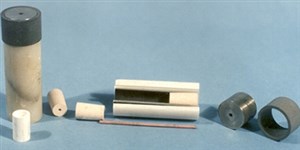
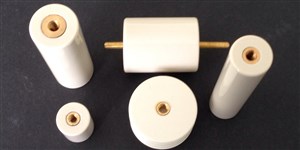
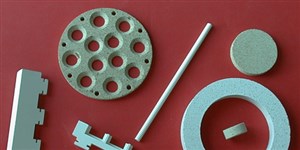
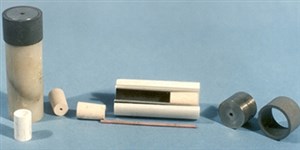
Ceramit 10/14 is a machinable mineral which, after heat treatment, assumes many of the properties of fired Ceramics, it is ideal for prototypes, experimental and pilot scale productions where high accuracy is required on small parts. We often also manufacture the production quantities. The mineral’s name is Pyrophyllite (Aluminium Silicate).
Pyrophyllite come in three different states:
In the natural state, Pyrophyllite can be turned; milled; drilled; tapped; filed and sawn.
Ceramit 10/14 can be heat treated in two ways, each yielding totally different characteristics, the first stage is to decide which of the processes suits the application. From the following information decide which firing temperature to follow.
General Notes : Applicable to both Ceramit 10 and Ceramit 14 Process
Sections greater than 13mm will not heat treat successfully. Thermal stresses during the heat treatment will cause cracking. Maintain equal sections wherever possible. The material is abrasive and the the machines working surfaces should be protected. Avoid high speed chucks and rotating cutters, these cause excessive dust problems. Extraction protects both the operator and machine.
Ceramit 10
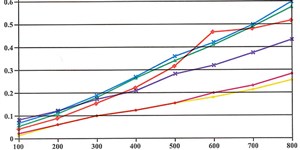
When fired to 800°C -1000°C around 1.75 – 2.0 % expansion occurs and must be allowed for when machining, however when fired to these temperatures sizes can be adjusted with carbide tools. Components fired to 1000°C can be operated continuously at that temperature.
Ceramit 14
Over 1000°C a gradual shrinkage takes place and the machined component loses some of the volume expansion that has occurred. As the material densifies the sizes will return to within ± 1% of the machined sizes. Any size alteration will have to be carried out by wet grinding. Diamond with coolant is best but Green grit wheels suffice on prototypes. Always allow Furnace to cool naturally to 200°C before removing parts. Never wet the unfired material for machining. Safe maximum operating temperature 1100°C.
Heat Treatment
As previously states during the heat treatment (Firing) there occurs up to 2.0% volume expansion; because of this, the heating rate should not be greater than 250°C per hour. At our works the larger furnaces we use do not exceed 50°C per hour until 400°C then 100°C maximum per hour to 1300°C. Final temperatures are normally held for one hour for either process. Pottery-type furnaces are suitable for this. We offer a fast service for customers not having their own furnaces.
Our technical staff are always available to advise on methods of manufacture and safety.
Manufacturing Facility
Should you decide either for equipment, technical or policy reasons not to manufacture yourself, we would be pleased to quote for the complete design and manufacture to meet your requirements.
Unfortunately, we cannot be held responsible for any breakages etc. to customers components whilst on our premises, but every effort will be taken.
Chemical and Physical Properties
CERAMIT 10/14 conforms to the following average analysis:
CERAMIT is minerally PYROPHYLLITE (Aluminium silicate) and is quarried from surface workings down to a depth of 100 metres (300 feet approx). There are slight chemical changes throughout the dipped bedding planes and depth, causing mostly colour changes during firing. It can be attributed to trace elements and variations in the Ferric Oxide content.
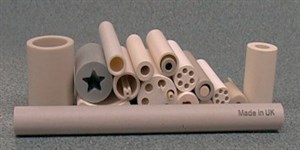
The strength is greatest when measured parallel to the bedding plane. This is important to note when machining small diameter rods and thin plates but for the majority of components not essential.
CERAMIT 10/14 is available as round or square bars 305mm long. However, for smaller sizes under 10mm diameter, 150mm is more sensible for carriage reasons. Plates can be cut and supplied on request.
See Pyrophyllite data sheet



© 2024 Ceramic Substrates and Components Ltd
Lukely Works, Carisbrooke Road, Newport, Isle of Wight, United Kingdom, PO30 1DH
Tel: +44 (0)1983 528697 - Email: info@ceramic-substrates.co.uk
Company Registration No.934853